C型冷彎型鋼機的基本參數和工作原理_C型鋼沖孔輥壓成型設備的組成和運行要求
C型冷彎型鋼機的基本參數和工作原理
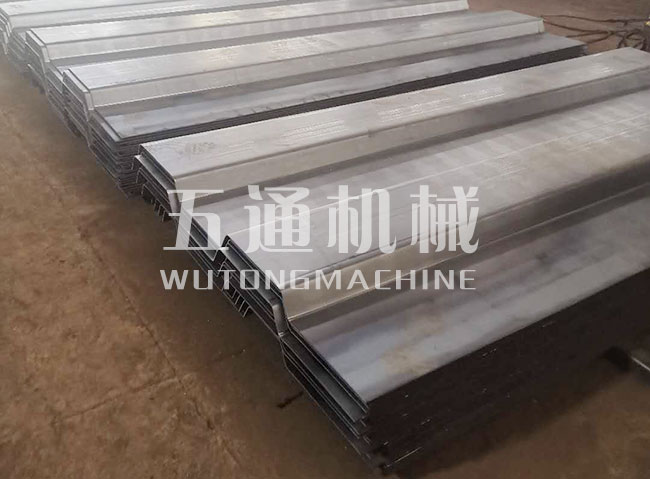
帶鋼從設備的后部送入,并通過各種壓輥限制在C型鋼機上,并從機頭送出。在傳統技術中,C形鋼限制了在成型后手動固定長度,然后根據客戶要求的尺寸將其運輸到沖孔設備進行鉆孔的需求。 生產無法連接并且功率不高。通過生產技術的逐步改進,最終實現了對整個工藝過程的自動控制,極大地提高了生產能力,增加了客戶設備的技術含量和附加值。
選擇C形梁機器時,應考慮它們的不同特性。在輕鋼工業廠房中,當有較大的懸吊負載或移動負載時,您可以考慮丟棄門框并選擇網格。
C型鋼機被歸類為高效,經濟的型材切割型材(其他包括冷成型薄壁型鋼和型材鋼板等)。)。 由于它們具有合理的橫截面形狀,它們可以使鋼材的性能更有效,并提高其切削能力。與一般的I形不同的是,H形的機翼繡花已加寬,并且內外表面通常是平行的,這可以方便使用高強度螺釘連接其他組件。它的規模構成了一個公平的系列,完整的類型,易于描繪和選擇。
技術參數
設備長7600mm,寬950mm,高1000mm;
設備功率11千瓦,液壓站功率11千瓦;
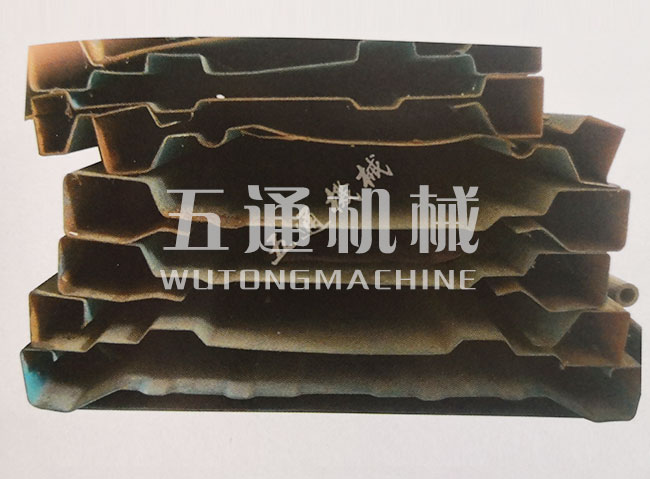
滾筒由軸承鋼(GR15)制成,經鍛造可疏散和撤離火源;
使用接下來的五到四個級別來確保水平;
使用二次成型以確保產品的垂直度和直角,并且可以制造頂部的尺寸;
軋制厚度1.5mm-3mm(厚度也可根據用戶需要繪制);
采用新型對接式調節鋼套,簡單,方便,結實;
輥壓成型設備主要由開卷機,矯直和進料單元,伺服進料單元,數控沖孔單元,輥壓成型單元,剪切單元等組成。整套結構設計科學合理。 生產線中使用的各種電氣,液壓,氣動和其他組件均使用優質產品,以確保設備長時間運行的穩定狀態并降低生產線的故障率。
在軋制設備運行之前,首先要調整水平和垂直高度,并用腳螺釘固定設備,以確保設備的平穩運行和工件加工的準確性。根據所需的加工材料安裝模具。檢查設備的電路并接通電源以打開車輛,以測試設備是否運行良好。 如果聲音異常,請立即停車并要求專業人員消除故障,然后再使用。
為了確保安全,必須由專業電工來完成輥壓成型設備與外部電源和控制柜之間的連接。將加工好的工件放入模具中,以調整導向機構和進給機構。然后打開成形機構并調節工件的R,使其達到加工要求。
輥壓成型設備由行走機構的進給機構,導向機構和成型機構組成。進給和導向機構由手輪手動控制,行走和成形機構的按鈕由電子控制。電氣控制柜為四個通用型,接觸器控制成型輪的前進,后退和移位。